

上海寶鋼高新技術零部件有限公司建設項目 環保措施落實情況說明
《上海寶鋼高新技術零部件有限公司》
建設項目環保措施落實情況說明
寶山區環境保護局:
上海寶鋼高新技術零部件有限公司項目環評報告表于2016年12月獲得寶山區環境保護局以滬寶環保許 [2016]779號文的批復同意。目前該項目建設已完成,已在網上向社會公示項目環保措施落實情況。現對項目申請環保竣工驗收。
一、項目概況
1、項目名稱和性質
l 項目名稱:上海寶鋼高新技術零部件有限公司項目
l 項目地址:上海市寶山區羅春路168號、188號
l 建設單位名稱:上海寶鋼高新技術零部件有限公司
l 建設項目性質:改擴建
l 占地面積 30147.6 平方米,建筑面積 14399.45 平方米
l 總投資 11000 萬元,其中環保投資 860 萬元;
2、環評文件審批
表1 環評文件審批情況一覽表
|
序號 |
項目名稱 |
環評編制單位 |
批復單位 |
批復文號 |
批復時間 |
|
1 |
上海寶鋼高新技術零部件有限公司項目 |
上海順茂環境影響評價技術服務有限公司 |
寶山區環保局 |
滬寶環保許 [2016]779號 |
2016.12.14 |
3、項目主要內容(包括主體工程及配套設施)
表2 項目主要工程建設內容
|
工程名稱 |
單項工程名稱 |
工程內容 |
工程驗收規模/能力 |
備注 |
|
主體工程 |
液壓車間 |
共計建筑面積6751.89m2 |
年加工液壓成型部件 約65萬件 |
188號2幢、3幢和4幢 (共計三幢廠房) |
|
熱壓車間 |
共計建筑面積7573.2m2 |
年產熱成型零部件 約220萬件 |
168號2幢、3幢、4幢和5幢 (共計四幢廠房) |
|
|
輔助工程 |
門衛 |
建筑面積29.68m2 |
/ |
188號1幢 |
|
建筑面積44.68m2 |
/ |
168號1幢 |
||
|
公用工程 |
給水 |
本項目生活 用水量為23000m3/a |
依托廠區內現有給排水設施;來自市政供水管網 |
/ |
|
排水 |
本項目生活污水 排水量為20700m3/a |
廠區設雨污排水管網。 |
雨污分流 |
|
|
供電 |
本項目用電量 約1100萬KW/h |
基地供電管網 |
/ |
|
|
液氮站 |
設有一個20m3的貯氣罐 |
由液氮供應商定期補充 |
/ |
|
|
環保工程 |
廢氣治理 |
拋丸機產生的粉塵旋風除塵器處理后通過20m高排氣筒排放 |
粉塵達標排放 |
達標排放 |
|
廢水治理 |
生活污水排入廠區污水管道,經格柵井過濾后排入市政污水管網,最終進入石洞口污水廠集中處理 |
生活污水達標排放 |
達標排放 |
|
|
噪聲治理 |
設備基礎減振、廠房隔聲 |
降噪約15dB(A) |
新建 |
|
|
固廢治理 |
固廢堆場、危廢堆場、建筑面積10m2 |
堆場按規范設置,固廢分類堆放、分類處置 |
現有 |
4、主要產品名稱和實際生產能力:
表3 主要產品一覽表
|
序號 |
產品名稱 |
年產量(萬件) |
|
1 |
液壓成型部件 |
65 |
|
2 |
熱成型零部件 |
220 |
5、主要原輔材料一覽表:
表4 主要原輔材料一覽表
|
序號 |
材料名稱 |
單位 |
年耗量 |
|
|
1 |
Boron合金鋼 |
t |
17000 |
|
|
2 |
乳化液 |
升 |
1000 |
|
|
3 |
礦物油 |
升 |
25000 |
|
6、主要設備一覽表:
表5 項目主要生產設備
|
序號 |
主要設備 名稱 |
所在車間 |
單位 |
數量 |
備注 |
|
1 |
彎管機 |
液壓車間 |
臺 |
4 |
一臺已壞 |
|
2 |
預成型壓機 |
臺 |
2 |
|
|
|
3 |
液壓成型壓機 |
臺 |
2 |
|
|
|
4 |
激光切割機 |
臺 |
3 |
|
|
|
5 |
擴口機 |
臺 |
1 |
|
|
|
6 |
打標機 |
臺 |
3 |
|
|
|
7 |
空壓機組 |
套 |
2 |
包括:空壓機、冷干機 |
|
|
8 |
冷卻水系統 |
套 |
1 |
|
|
|
9 |
電加熱爐 |
熱壓車間 |
臺 |
1 |
|
|
10 |
上下料設備 |
套 |
1 |
自動化控制 |
|
|
11 |
熱沖壓壓機 |
臺 |
1 |
|
|
|
12 |
換模系統 |
套 |
1 |
1個換模小車帶、2個換模工位 |
|
|
13 |
溫度監測系統 |
套 |
1 |
|
|
|
14 |
冷卻水系統 |
套 |
1 |
進水溫度38℃、出水溫度32℃ |
|
|
15 |
激光切割機 |
臺 |
6 |
切割時采用N2作為保護氣 |
|
|
16 |
拋丸涂油機 |
臺 |
1 |
|
|
|
17 |
空壓機組 |
套 |
2 |
包括:空壓機、冷干機 |
|
|
18 |
冷凍機組 |
套 |
2 |
包括冷凍機、冷水泵、冷卻箱 |
|
|
18 |
叉車 |
輔助設備 |
臺 |
6 |
|
|
19 |
行車 |
臺 |
3 |
|
l 工藝流程圖:
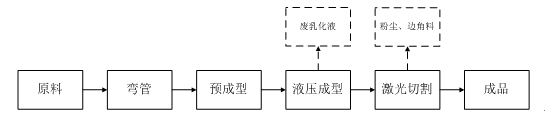
圖1 液壓成形生產工藝流程圖
1.液壓成形工藝:
首先利用原材料直管(委外制管)進行彎管作業,將直管彎曲制成特定預設計的形狀;然后將彎管件放入預成形壓機模具內進行預成型作業,將彎管件初步壓制成預設計的形狀;然后再將預成型件放入液壓成形模具型腔內,通過對預成型件的端部采取液壓加壓(主要是通過加壓裝置對封閉在模腔內的管件施加一定壓力,使液體具有極高內壓力并流動,通過液體傳遞壓強后作用在管件的加工內表面,迫使管件的管壁向模具內腔形狀的空間流動而成型,其液壓最高內壓可達400MPa)作業成形;然后對液壓成型件進行激光切割(在全密閉系統中進行,系統自帶粉塵收集裝置,且切割噪聲很小)作業,將部件多余的端部和孔切除,并對切割后部件進行打標和成品入庫作業。
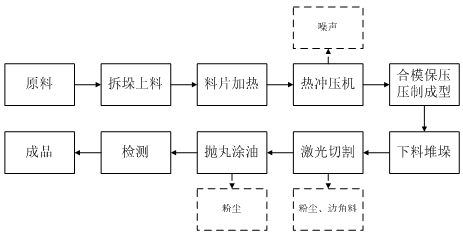
圖2 熱沖壓生產工藝流程圖
1. 熱沖壓工藝:
首先在熱沖壓產線上料側堆垛原材料異形料片(鋼卷外委開平落料制成具有特定形狀的落料件),通過機械裝置將料片放入加熱爐瓷滾道,料片進入加熱爐內進行電加熱(大概900℃左右),通過機械手將加熱后的料片快速送入模具后并進行沖壓作業,壓機系統通過冷卻循環水系統對模具內的部件進行快速冷卻處理,然后通過機械手將工件送至輥道下料作業;然后對沖壓件進行激光切割,將部件多余的邊緣和孔切除;然后對切割后的部件進行拋丸(除工件表面氧化皮)涂油(防銹)后成品包裝入庫。
二、環保設施情況落實說明
廢水治理:
本項目廠區內已雨、污水分流。無生產性廢水,生活污水排入廠區污水管道,經格柵井過濾后排入市政污水管網,最終進入石洞口污水處理廠集中處理。
廢氣治理:
1.本項目切割工序采用機器人自動化激光切割,在全密閉車間中進行,整個激光切割系統自帶粉塵收集裝置用于收集切割工序產生的粉塵,故無生產廢氣產生。
2.加熱爐采用電能,無燃燒廢氣產生。
3.涂油工序在封閉的自動化拋丸涂油機內進行,無廢氣產生。
4.本項目廢氣來源于拋丸工序。該工序利用現有的拋丸機進行,拋丸機機內添加一定量的鋼珠,滾動過程中打磨工件表面,以去除表面氧化鐵皮和雜質,運行過程中會產生金屬粉塵。建設方已采用旋風除塵器設備進行除塵處理,除塵風量15000m3/h,除塵效率>90%,經處理后,最終通過位于廠房頂部的20m高排氣筒排放,排放濃度和速率均符合《大氣污染物綜合排放標準》(DB31/933-2015)相應排放限值。粉塵排放總量控制在1.2t/a。
固廢治理:
1.職工生活垃圾分類袋裝,置于現有垃圾房內,定期由環衛部門清運,送往垃圾填埋場填埋。
2.拋丸機收集的粉塵、邊角料等一般工業固廢,產生量為430t/a。集中收集,定期由物資回收企業回收處置。
3.生產過程中產生的廢乳化液,產生量為25t/a,屬“HW09”類。廢礦物油,產生量為10t/a,屬“HW08”類。收集后貯存于危險廢物貯存間,定期委托上海三業環保工程有限公司處理并已做好危廢備案。
企業對產生的固廢100%處理處置,符合《固體廢物污染環境防治法》相關規定。
噪聲治理:
本項目生產設備均采用低噪聲設備。建設方已對熱沖壓機、拋丸機、空壓機、水泵系統等產噪設備進行了合理布局,盡量遠離廠界。并采取基礎減振(設備與基礎間設置減振墊)、隔聲(車間設置隔聲窗、隔聲門)。通過上述措施企業已確保廠界噪聲晝間符合《工業企業廠界環境噪聲排放標準》(GB 12348-2008)晝間3類標準。
l 環境保護管理和監測機構
公司配備了環保管理室,負責環保設施日常管理維護制度。
定期監測委托有資質的第三方環境監測站。
上海寶鋼高新技術零部件有限公司
2017.1.19
地址:蘇州市高新區濱河路1276號309室 電話:0512-85187702 傳真:0512-85187708 版權所有:蘇州同和環保工程有限公司 技術支持:仕德偉科技 蘇ICP備2024135233號-1  蘇公網安備32050502012219號
蘇公網安備32050502012219號